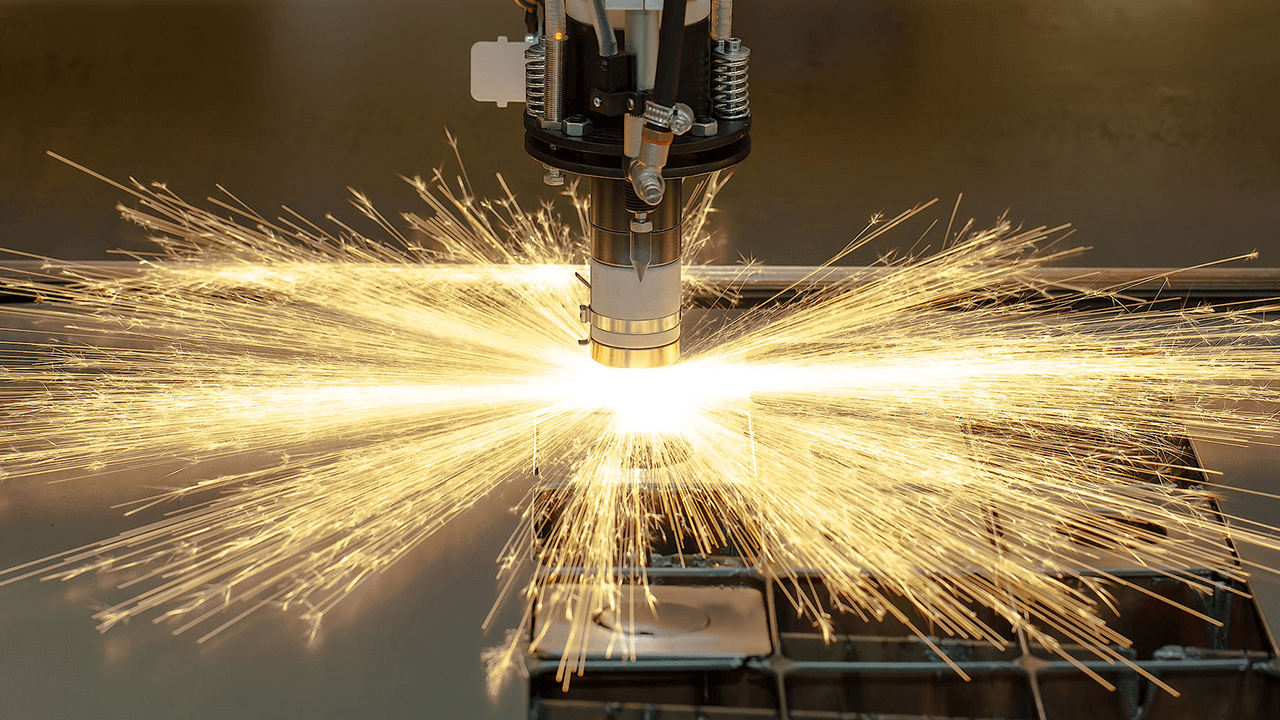
Spark erosion machining can be an internal spine or external spine electrode, a barrel electrode, or even a threaded electrode that promotes copper graphite or even copper tungsten. During the spark erosion machine, the electrode and the work piece are surrounded by oil, using a dielectric fluid. When a controlled power and distance is applied between the electrode and the work piece, it acts as a resistor between the electrode and the work piece, the correct spark After the dielectric fluid is hopped and a small amount of work piece will enter the servo and corrode from the desired position, the power supply and its position can be controlled very precisely by the machine and program. We put the spark into a hexagonal shape and enter the work piece. The spark erodes on the entire surface of the electric wire, causing spark corrosion when the smoke is extracted and the oil turns black from the erosive particles. In addition to being used as a resistor, the oil is also used. To remove the eroded particles, which pass through the filter system and the cooler, and then flush in front of the electrodes, the spark erosion works best to clean the frozen dielectric fluid. The electrode turbulence also helps to clean the dielectric to the electrodes and work pieces. Between the spaces, then stop the electrode processing and lift, if we set the machine to run in its final setting, the corroded shape is a rough setting, some materials can be removed fairly quickly, and the power supply will be steadily reduced the size of the spark, the servo will reduce the spark gap, and in addition, we will program the machine to move along the hexagonal trajectory of the track, not just vertically into the work piece, so finishing takes some time, and the surface finishing required to control the parts produced. Article Source: youtube
Comments are closed.
|
Categories
All
Machinery FutureShow You Lots of Latest Industry News & Knowledge to Change Your Industrial Vision. 
A knowledge platform established for industry

Search to Find You Need
|