High-hardness steel parts generally refer to high-hardness steel parts with a Rockwell hardness of about HRC60 after quenching heat treatment. They have the characteristics of poor plastic deformation, high cutting resistance, and high cutting temperature during processing. For hard cutting such high-hardness steel parts, YS8, YA6, and other hard alloy welding heads are used. Due to the low hardness of the tool material, problems such as difficult cutting of the tool, rapid wear, frequent tool change, and tool sets are often encountered.
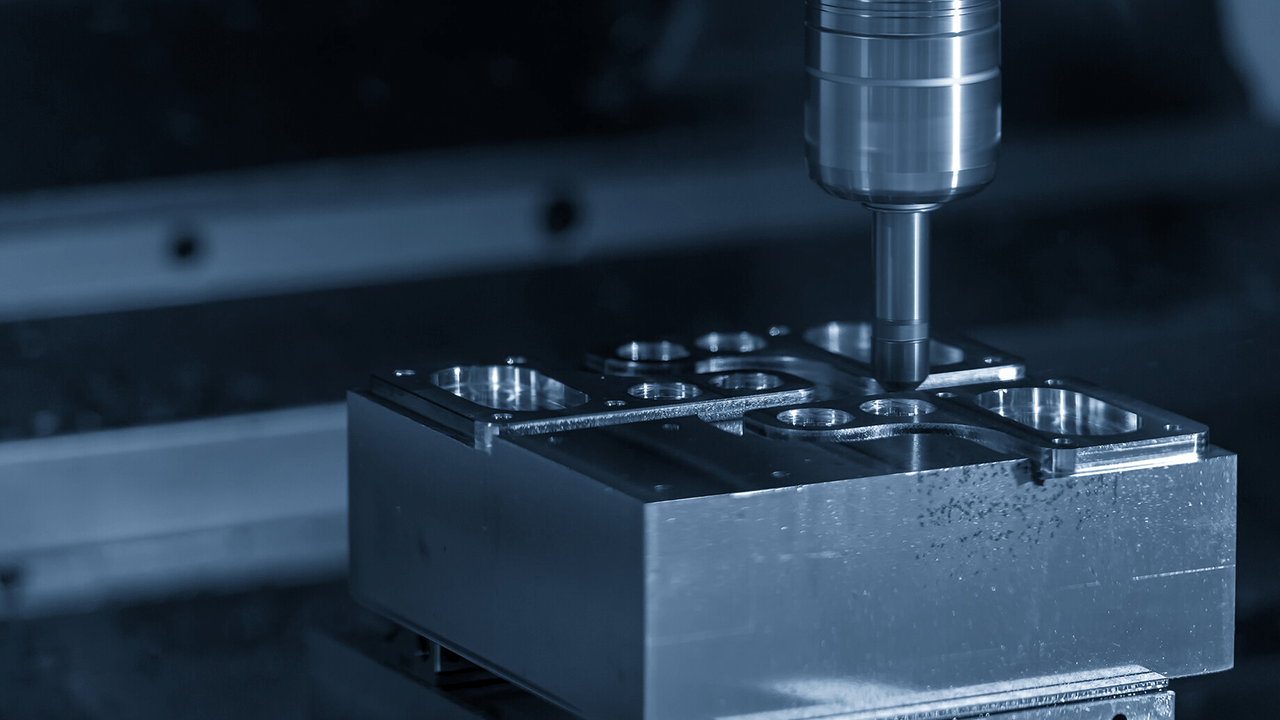
Milling of high-hardness materials is usually done with CBN solid tools, CBN tool heads, or ceramic tools to process hardened work pieces, also often referred to as hard cutting. The new technology of hard cutting can cut hardened steel, gray cast iron, ductile iron, powder metallurgy, and special materials. Of course, there are some materials such as bronze that are not suitable for hard cutting. Hard cutting technology can also be used for turning, surface machining, tapping, milling, grooving, mastering, turning taper, etc. The success of hard milling usually involves many factors. The first important factor to consider in hard milling is the structure of your machine tool. Therefore, in order to achieve the ideal hard milling effect, first of all, we need a very strong machine with a high degree of vibration reduction. Hard milling CNC machine tools need to be provided with stiffness by granite machining beds or polymer concrete and cast steel structures. In general, machines built with polymer concrete have the cushioning capacity of many machines made of cast iron. At the same time, it is also important to have a CNC controller that can handle the dynamic requirements of constant and rapid acceleration and deceleration. Continue to understand the clamping of the spindle and the tool. These are two very different things, but their use is closely related. Good machining requires a rigid rotor. If your main shaft bounces, a good concentric shank will help you. In other words, combining high-speed spindles with the best tools will improve the machining capacity of hard cutting. The HSK series tool holder is one of the most popular tool holders in hard milling because of its increased rigidity and concentrically with the spindle. Hard milling spindles and tool holders should be selected based on rigidity and low run out. During processing, we found that HSK's tool clamping system is efficient. In addition, it has been found that many mold manufacturers have customized specific tools for hard milling. But we have not been too credulous about these parameters. Most of these mold manufacturers have experts who can help select materials and specific processing tools, and we can make full use of these services to save time and increase efficiency. At the same time, the cutting tools selected for hard milling applications must be coated to withstand the high heat and high friction associated with these materials. The CAD/CAM software is the last problem (not true, the problem will never be missing). Programming software is one of the most important considerations for hard milling. It can control the load on the tool. You want the loading of the cutting tool to be free from impact, which means that the trochoidal milling is carried out in sequence or, as is commonly said, dynamic. The principle behind dynamic milling related to hard milling is that your tools can easily and permanently join materials. No sharp jumps, smooth power. Most major CAD/CAM software packages now have some form of dynamic milling. Just like using these tools and strategies in a mechanical workshop, garage, or anywhere else, knowledge is power. We need continuous learning to acquire higher processing skills. Recommended tool materials for hard milling of high-hardness steel When rough milling high-hardness steel parts, due to a large amount of cutting and large vibration, it is preferable to have a tool material BN-S20 with high strength, strong impact resistance, and good toughness. When machining high-hardness steel parts by precision milling, due to the strict dimensional tolerance requirements and high finish requirements, the tool material BN-H10 with good hardness, wear-resistance, and high-temperature resistance is preferred to realize the hard-cutting process and greatly improve the processing efficiency. The surface roughness of the processed high-hardness steel parts is Ra0.4-Ra0.8, and the dimensional stability is good. If there is intermittent cutting, the material BN-H21 is preferred, which has high hardness, good wear resistance, and strong impact resistance, and does not collapse after heavy intermittent cutting. Comments are closed.
|
Categories
All
Machinery FutureShow You Lots of Latest Industry News & Knowledge to Change Your Industrial Vision. 
A knowledge platform established for industry

Search to Find You Need
|